广东斯丹德五金通信科技股份有限公司
电话:0769-22784371
传真:0769-22784349
邮箱:std@stdwj.com
联系人:13302612522(谷先生)
13602394285(谷先生)
地址:广东省东莞市道滘镇豪迈路88号
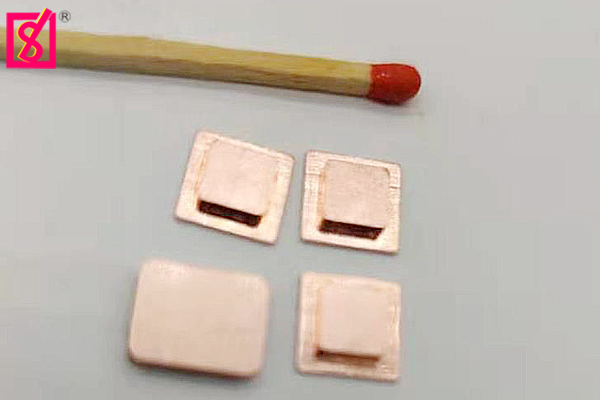
冷挤压加工与粉末冶金工艺是两种核心金属成形技术,在原理材料适配产品性能及应用场景等维度存在本质差异,准确区分两者特性对工艺选型至关重要。
工艺原理截然不同。冷挤压加工是利用压力机在常温下对金属坯料施加压力,使坯料通过模具型腔产生塑性变形获得所需形状,整个过程依赖金属自身的塑性流动无物相变化。粉末冶金工艺则以金属粉末为原料,经混粉压制获得生坯再通过烧结使粉末颗粒结合致密化,部分工艺还需后续复压复烧或热等静压处理,核心是粉末颗粒的冶金结合。
材料适配范围差异显著。冷挤压加工要求材料具备高塑性,主要适用于低碳钢铝合金铜合金等,中碳钢及合金钢需经多次软化处理才能适用,材料硬度通常需控制在180HBS以下。粉末冶金工艺对材料塑性要求低,可加工难熔金属硬质合金及复合材料,甚至能制备成分准确的预合金化制品,细颗粒粉末可提升产品强度与韧性。

产品性能与结构特点不同。冷挤压件相对密度接近100%无孔隙,力学性能优异抗拉强度与疲劳性能高,表面粗糙度可达1.6~6.3μm尺寸精度达IT8~IT10。粉末冶金制品常存在孔隙相对密度一般85%~95%,经热等静压可提升至100%,尺寸精度高可达IT7~IT9但表面光洁度低于冷挤压件,且具有各向同性特征。
生产效率与成本结构有别。冷挤压加工流程短可连续生产,模具寿命长铝合金挤压模具可达10~15万次,大批量生产时单位成本低但设备吨位要求高。粉末冶金工艺含混粉压制烧结等多道工序,冷等静压等工艺生产效率较低,模具寿命短于冷挤压模具,但材料利用率高可达95%以上,适合复杂形状零件一次性成形。
应用场景各有侧重。冷挤压多用于制造紧固件轴承套等回转体零件,在汽车五金领域批量生产中优势明显。粉末冶金则广泛应用于含油轴承硬质合金刀具及汽车复杂结构件,尤其适合制备形状复杂或难加工材料的零部件,温压工艺生产的铁基零件强度可达1200MPa。
 在线咨询
在线咨询